
發(fā)布時間:2026-02-26 訪問次數(shù):18
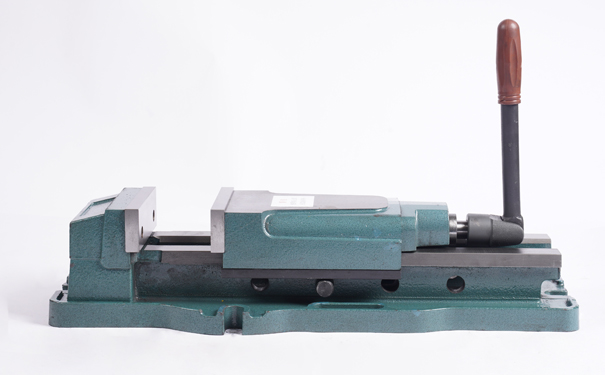
在機械加工領域,平口鉗憑借其獨特的結構設計,成為銑床、鉆床、磨床等設備的核心附件,尤其擅長夾持金屬、塑料、復合材料等不同材質(zhì)的工件。其“萬能夾持”特性源于三大核心優(yōu)勢:結構適配性、力學可控性及工藝兼容性。
一、結構適配性:平行鉗口與多維度調(diào)節(jié)的完美結合
平口鉗的鉗口采用平行平面設計,與扁平、方形工件的表面天然契合。這種設計使鉗口與工件的接觸面積最大化,例如加工10mm厚鋁合金板時,鉗口與工件的接觸面積可達工件側面積的80%以上,有效分散夾緊力。同時,其開合范圍通常可達0-150mm,通過絲杠螺母傳動機構實現(xiàn)無級調(diào)節(jié),既能夾持0.5mm的薄金屬片,也能固定50mm的厚鋼塊。
對于異形工件,平口鉗可通過輔助工裝擴展適配性。例如加工圓形塑料件時,在鉗口內(nèi)嵌入V型鐵或軟質(zhì)襯墊(如銅、橡膠),即可將點接觸轉(zhuǎn)化為面接觸,避免應力集中。某精密加工廠案例顯示,通過定制聚四氟乙烯鉗口襯套,平口鉗成功夾持了表面粗糙度Ra0.2的鈦合金薄壁件,加工后工件變形量小于0.01mm。
二、力學可控性:從剛性夾持到柔性保護的精準調(diào)控
平口鉗的夾緊力通過絲杠傳動系統(tǒng)實現(xiàn)量化控制。以M12絲杠為例,其螺距為1.75mm,當操作人員施加20N·m扭矩時,可產(chǎn)生約12kN的軸向推力,經(jīng)杠桿放大后,鉗口夾緊力可達30kN以上。這種力學傳遞的精確性,使得平口鉗既能穩(wěn)固夾持硬度達HRC60的淬火鋼,也能通過調(diào)節(jié)扭矩避免壓傷硬度僅HB200的鋁合金。
針對脆性材料(如陶瓷、玻璃),平口鉗采用“分段夾持”策略:先以50%額定力預緊,再通過百分表監(jiān)測工件變形量,逐步增加夾緊力至加工所需值。某光學元件加工企業(yè)實踐表明,采用此方法加工直徑100mm的K9玻璃鏡片時,成品率從65%提升至92%。
三、工藝兼容性:從粗加工到精加工的全場景覆蓋
平口鉗的導軌副設計(通常采用H7/h6間隙配合)使其具備微米級定位精度。在磨削加工中,配合電磁吸盤使用,可實現(xiàn)工件平面度誤差小于0.005mm。某汽車模具廠案例顯示,使用平口鉗夾持淬火后的Cr12MoV鋼導軌(長度1200mm)進行精磨時,通過三次裝夾完成全部六個面的加工,最終導軌直線度達到0.003mm/1000mm。
對于復合材料加工,平口鉗通過材質(zhì)組合優(yōu)化解決粘附問題。例如加工碳纖維增強塑料(CFRP)時,采用表面鍍硬鉻的鉗口配合脫模劑,可使工件表面粗糙度維持在Ra0.8以下,同時避免纖維拔出。某航空航天零部件供應商的測試數(shù)據(jù)顯示,采用優(yōu)化后的夾持方案,CFRP工件的加工效率提升40%,刀具壽命延長25%。
四、經(jīng)濟性與維護優(yōu)勢:低成本下的高可靠性
平口鉗的模塊化設計使其維護成本極低。主要易損件(如鉗口、絲杠)均采用標準件,更換成本不足設備總價的5%。某機械加工車間的統(tǒng)計表明,單臺平口鉗的年均維護費用僅為其采購價格的1.2%,且使用壽命超過10年。這種經(jīng)濟性,使其成為中小企業(yè)的首選夾具——據(jù)行業(yè)調(diào)研,國內(nèi)80%的機械加工企業(yè)將平口鉗作為基礎夾具配置。
從精密電子元件到重型機械部件,從傳統(tǒng)金屬加工到新型復合材料應用,平口鉗通過結構創(chuàng)新與工藝優(yōu)化,持續(xù)拓展著多材質(zhì)加工的邊界。其“萬能夾持”的特性,本質(zhì)上是機械設計智慧與材料科學進步的完美融合,正是這種融合,讓平口鉗成為現(xiàn)代制造業(yè)中不可或缺的“基礎裝備”。